LC100称重仪表测定皮带周长方法-适用皮带秤
发布时间:2018-12-25 02:19:07
LC100称重仪表采用定点或定时测带长方式测定皮带周长,并保存“皮带周长”值。该操作适用于皮带秤。下面分别介绍LC100称重仪表定点测带长和定时测带长的方法步骤。
1.LC100称重仪表定点测带长
- 1)准备工作:对变速皮带秤,使其运行速度恒宦,确保控制器30号速度规格参数与实你相符。
- 2)在皮带上作好“标记点”,选择好“固定参照点”,使皮带处于恒速运行状态。
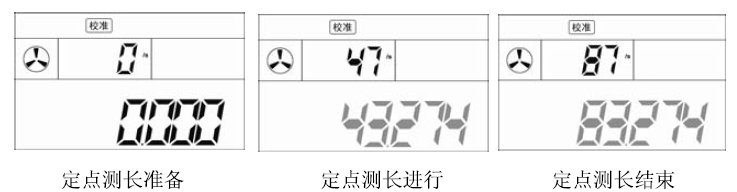
- 3)按【8/定点测长】键,进入定点测长,处于准备状态。
- 4)当皮带上“标记点”到达“固定参照点”时,立即按【确定】键,由准备状态转入定点测长进状态。
- 5)当皮带上“标记点”再次到达“固定参照点”(运行整圈)时,立即按【确定】,结束定点测长过程,主窗口显示所测带长,按【确定】键保存新带长返回称量状态,按【称量】键不保存返回称量状态。
2.LC100称重仪表定时测带长
- 1)准备工作:对变速皮带秤,使其运行速度恒定,确保控制器30号速度规格参数与实际相符。
- 2)在皮带上作好“标记点”,选择好“固定参照点”,当“标记点”经过“固定参照点”时,启动秒表计时,当“标记点”再次经过“固定参照点”时,停止秒表计时,记录测量时间(单位:秒)。
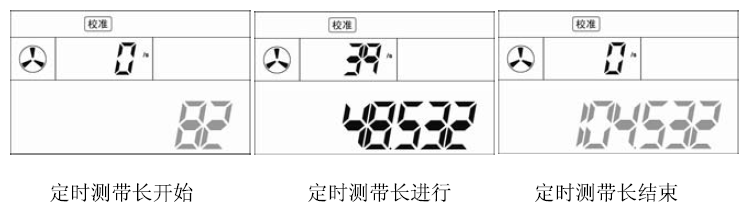
- 3)保持皮帯恒速运行状态(速度与计时测量时一致),按【9/定时测长】键,进入定时测长,处于准备状态,在主窗口处,输入秒表记录的测量时间。
- 4)按【确定】开始测长。皮带秤运行完所设定时间后,自动结束测带长过程。主窗口显示所测带长,按【确定】键保存新带长返回称量状态,按【称量】键不保存返回称量状态。
- 5)为了减少测量误差,可以采用多圈计时,并记录测量圈数,控制器采用多圈计时的时间测带长,显示的测量结果除以圈数(即取平均值),将值输入28号皮带周长参数。
- 6)皮带运行速度越快,测量误差越大。对调速皮带秤,尽量在皮带处于低速运行状态下测带长,运行速度以操作者在皮带上的“标记点”到达“固定参照点”时能及时作出反应为宜。
上一篇:LC100称重仪表校秤流程
|
|
|

