LC200称重仪表参数设置-计量参数-校准参数-控制参
发布时间:2018-12-28 08:20:17
LC200称重仪表,是一款多功能的称重显示控制器,仪表具有计量皮带秤、配料皮带秤、定量皮带秤、配料失重秤、定量失重秤、定量加料秤等多种工作模式,可满足用户不同的计量控制需求。
LC200称重仪表一级菜单参数设置下有以下几种参数组设置。本文介绍LC200称重仪表参数设置的计量参数、校准参数和控制参数。
| 一级菜单 | 参数组 | 说明 |
| 参数设置 | 1.计量参数 | |
| 2.校准参数 | ||
| 3.运行设定 | ||
| 4.通讯设定 | ||
| 5.日期时间 | ||
| 6.显示打印 | ||
| 7.系统设定 | ||
| 8.控制参数 | 有扩展板时有效 | |
| 9.开关设定 | ||
| 10.模拟设定 |
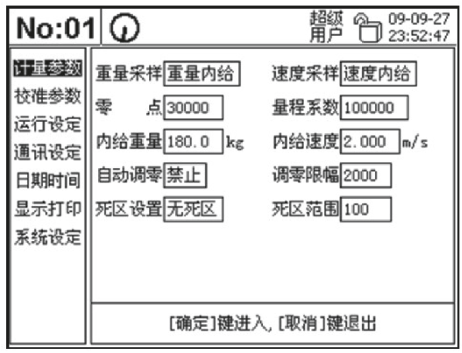
1. LC200称重仪表计量参数
| 计量参数 | |||
|---|---|---|---|
| 参数名称 | 设定范围 | 单位 | 说明 |
| 重量采样 | 重量内给 | 无 | 仪表内部给一个净重采样值,调零对其无效。 |
| 重量采样 | 无 | 称重传感器输出的信号,经A/D转换数字滤波和灵敏度修正,得到AD转换值。10mV对应的重量采样值为100000。 | |
| 速度采样 | 速度内给 | 无 | 仪表内部持续给定一个恒定的速度值。 |
| 速度实测 | 无 | 可从外部设备的方波信号、电流信号(0-20mA)、电压信号(0-10V),采回的一个与速度成线性的值。 | |
| 皮带开停 | 无 | 可从仪表开关量输入或速度端口SD和GND短接(重量板需跳线)得到一个开停信号,速度由仪表内部给个恒定的速度值,不可用于变速皮带秤。 | |
| 零点 | 0-100000 | 无 | 可通过手动调零或自动调零自动得出零点值。注意:此参数直接影响皮带秤的准确度,调零后不可以随意修改。 |
| 量程系数 | 1-1000000 | 无 | 单位变换系数,可通过实物校验、挂码校准、链码校准自动得出量程系数。注意:此参数直接影响皮带秤的准确度,校秤后不可以随意修改。 |
| 内给重量 | 0-50000 | Kg,g | 当重量采样的参数值设置为重量内给时,内给重量的具体值。 |
| 内给速度 | 0-10 | m/s | 当速度采样的参数值设置为速度内给时,内给速度的具体值。 |
| 自动调零 | 允许 | 无 | 当自动调零设为允许时,称量主界面将显示自动调零状态标志。当皮带输送机进行空皮带运行时,仪表开始进行自动调零,当符合零点更新的条件时,零点被自动更新。 |
| 禁止 | 无 | 当自动调零设为禁止时,将不允许皮带秤自动调零。 | |
| 调零限幅 | 0-50000 | 无 | 允许皮带调零的最大限幅值,当(重量采样值一零点值)V调零限幅值时,允许进行调零,否则不可以进行调零。 |
| 死区设置 | 无死区 | 无 | 死区功能无效。 |
| 有死区 | 无 | 死区功能有效。 | |
| 死区范围 | 0-50000 | 无 | 死区功能有效情况下,净重采样值小于死区范围 时,流量为零,累计量不进行累计。 注意:在执行单圈调零后,仪表将自动得出死区范围,一般情况下,用户不必进行修改。 |
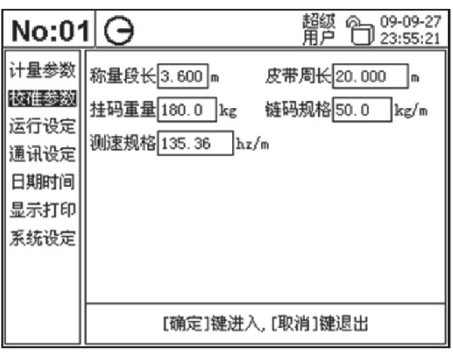
2. LC200称重仪表校准参数
| 校准参数 | |||
|---|---|---|---|
| 参数名称 | 设定范围 | 单位 | 说明 |
| 称量段长 | 0.001-10.000 | m |
根据皮带秤架的实际有效称量段长度来手动输入数据。 注意:此参数直接影响皮带秤的准确度,校秤后不可以随意修改。 |
| 皮带周长 | 0.001-9999.999 | m |
通过执行“定点皮带测长”或“定时皮带测长”后自动产生数据。也可手动输入实际测量的带长。 注意:此参数的准确性直接影响零点的准确性。 |
| 挂码重量 | 0.1-1000.0 | kg/g |
进行挂码校准或检验时,所挂砝码的重量。 注意:此参数的准确性直接影响挂码校准或挂码检验的准确性。 |
| 链码规格 | 0.1-1000.0 | kg/m合计 |
进行链码校准或检验时,链码的规格。 注意:此参数的准确性直接影响链码校准或链码检验的准确性。 |
| 测速规格 | 0.01-50000.0 | Hz/m |
把方波、电流、电压信号换算成速度的系数,皮带测长完后,不可修改。 测速规格换算公式:  Fp:测速轮或测速辊筒转一周传感器发出的脉冲数。 L:测速轮或测速辊筒周长 注意:此参数直接影响皮带秤的准确度,校秤后不可以随意修改。 |
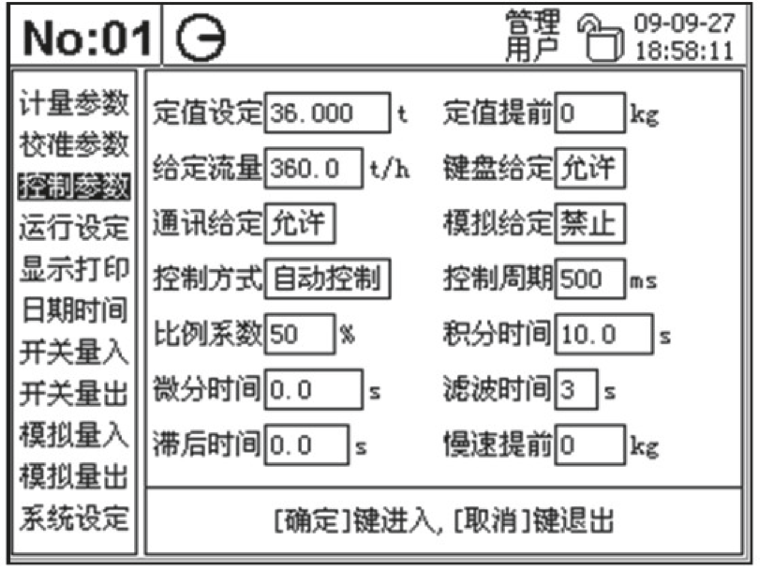
3. LC200称重仪表控制参数
| 控制参数 | |||
|---|---|---|---|
| 参数名称 | 设定范围 | 单位 | 说明 |
| 定值设定 | t,kg | 是用于定量控制,当定值累计量大于给定累计量-定值提前量时,仪表可通过开关量输出“停止信号”。开关量出:定量停止,当满足“定值设定”时,输出停止信号。 | |
| 定值提前 | kg,g | 开关量出:定量停止,当满足“定值设定-定值提前”时,输出停止信号。 | |
| 给定流量 | t/h,kg/h | 控制方式:自动控制,模拟量出:控制输出时,仪表将根据给定流量,通过PID算法,自动调节模拟最出。 | |
| 键盘给定 | 允许 | 无 | 可以通过“给定流量”窗口,修改给定流量。 |
| 禁止 | 无 | 无法通过“给定流量”窗口,修改给定流量。 | |
| 通讯给定 | 允许 | 无 | 可以通过上微机,修改给定流量。 |
| 禁止 | 无 | 无法通过上微机,修改给定流量。 | |
| 模拟给定 | 允许 | 无 | 可以通过模拟量输入,修改给定流量。 |
| 禁止 | 无 | 无法通过模拟量输入,修改给定流量。 | |
| 控制方式 | 自动控制 | 无 | 模拟量出:控制输出时,通过PID算法,自动调节模拟量出。变速皮带秤、调零,校秤、测皮带长度,不可设为自动控制。 |
| 手动控制 | 无 | 模拟量出:控制输出时,通过“手动调节”窗口,调节模拟量出。 | |
| 控制周期 | 1000 | ms | PID,对模拟量调节的周期时间。调节频率慢。 |
| 500 | ms | PID,对模拟量调节的周期时间。调节频率中。 | |
| 250 | ms | PID,对模拟量调节的周期时间。调节频率快。 | |
| 比例系数 | 1-300 | 无 | 比例系数的作用是用来控制当前,是按瞬时流量和给定流量的偏差,通过比例调节以减少偏差,称为比例调节(P调节)。比例系数越大,可以加快调节,减少误差,但是过大,会使系统的稳定性下降,甚至造成系统调节震荡,比例系数过小,会使系统调节非常缓慢。 |
| 积分时间 | 5-50 | s | 积分时间的作用是用来控制过去,使系统消除稳态误差,称为积分调节(I调节)。积分时间决定积分控制效果的大小,积分时间大时响应迟缓,对外部扰动的控制能力变差。积分时间小时响应速度快,过小时将发生震荡。 |
| 微分时间 | 0-100 | s | 微分时间的作用是用来控制将来,是反映系统偏羌信号的变化率,具有预见性,能预见偏差变化的趋势,因此能产生超前的控制作用,称为微分调节(D调节),微分系数过小,对即时变化反应不够快,反应措施不力;微分系数过大,对系统的抗干扰不利。 |
| 滤波时间 | 1-10 | s | 对瞬时流量进行算术平均滤波,时间越大,流量显示越平滑,时间越小,流量显示越实时。 |
| 滞后时间 | s | 秤测量的瞬时量与预给料机的瞬时量的滞后时间。 | |
| 慢速提前 | s |
是用于精确定量控制。 开关量出:定值累计量<=定值设定-慢速提前,快速加料闭合。 定值设定-慢速提前<定值累计量<=定值设定-慢速提前,快速加料断开,慢速加料闭合。 定值累计量>=定值设定一定值提前,慢速加料断。 |
|
|
|
|

